
Generell monteringsprosess og krav
一 、 Forberedelse før montering
Arbeidsdata: inkludert generelle monteringstegninger, komponentmonteringstegninger, deltegninger, materiell BOM osv. Til prosjektets slutt, integriteten til tegningene, penthet og integriteten til prosessinformasjonspostene må garanteres.
2. Arbeidssted: Delplassering og komponentmontering må utføres på det spesifiserte arbeidsstedet. Nettstedet for plassering og montering av hele maskinen må være klart planlagt til slutten av hele prosjektet. Alle arbeidssteder må være pene, standardiserte og ordnede.
3. Monteringsmateriell: Før operasjonen må monteringsmaterialet i samsvar med monteringsprosessen være på plass i tide. Hvis noe av det ikke-deterministiske materialet ikke er på plass, kan du endre rekkefølgen på driften og deretter fylle ut skjemaet for påminnelse om materiale til innkjøpsavdelingen.
4. Før du monterer, bør du forstå strukturen, monteringsteknologien og prosesskravene til utstyret.
二 、 Grunnleggende spesifikasjoner
Mekanisk montering skal utføres i strengt samsvar med monteringstegningene og prosesskravene som er gitt av designavdelingen. Det er strengt forbudt å modifisere innholdet i operasjonen eller modifisere delene på en unormal måte.
2. De samlede delene må være kvalifiserte deler som er godkjent av kvalitetsinspeksjonsavdelingen. Hvis det ikke blir funnet kvalifiserte deler som mangler under monteringsprosessen, skal de rapporteres i tide.
3. Monteringsmiljøet krever rent, ikke støv eller annen forurensning, og deler skal oppbevares på et tørt, støvfritt sted med beskyttelsesputer.
4. Under monteringsprosessen skal delene ikke støte, kutte eller skade overflaten på delene, eller få delene til å bøyes, vri seg eller deformeres tydeligvis, og paringsflatene på delene skal ikke bli skadet.
5. For deler med relativ bevegelse skal smøreolje (fett) tilsettes mellom kontaktflatene under montering.
6. Matchende dimensjoner på matchende deler må være nøyaktige
7. Ved montering skal deler og verktøy ha spesielle plasseringsfasiliteter. I prinsippet er det ikke tillatt å plassere deler og verktøy på maskinen eller direkte på bakken. Om nødvendig skal beskyttelsesputer eller tepper plasseres på stedet.
8. I prinsippet er det ikke lov å trå på maskinen under montering. Hvis du trenger å tråkke på maskinen, må du legge verneunderlag eller tepper på maskinen. Det er strengt forbudt å tråkke på viktige deler og ikke-metalliske deler med lav styrke.
Tre, tilkoblingsmetode
1.Boltforbindelse
(1) Når du strammer bolter, er det ikke tillatt å justere en skiftenøkkel, og ikke mer enn en samme skive skal brukes under hver mutter. Etter at de forsenkede hodeskruene er strammet, skal spikerhodene være begravet i maskindelene og skal ikke utsettes.
(2) Under normale omstendigheter skal den gjengede forbindelsen ha anti-løsne fjærskiver, metoden for å stramme symmetriske flere bolter skal strammes gradvis i en symmetrisk rekkefølge, og de stangformede kontaktene skal gradvis strammes symmetrisk i begge retninger fra midten.
(3) Etter at bolten og mutteren er strammet, skal bolten utsette 1 til 2 stigninger av mutteren; når skruen ikke trenger å demonteres når du beveger bevegelsesenheten eller vedlikehold, bør skruen belegges med gjenglim før montering.
(4) Festemidler med spesifiserte krav til strammemoment bør strammes med momentnøkler i samsvar med det spesifiserte stramme momentet.
2. Fest tilkobling
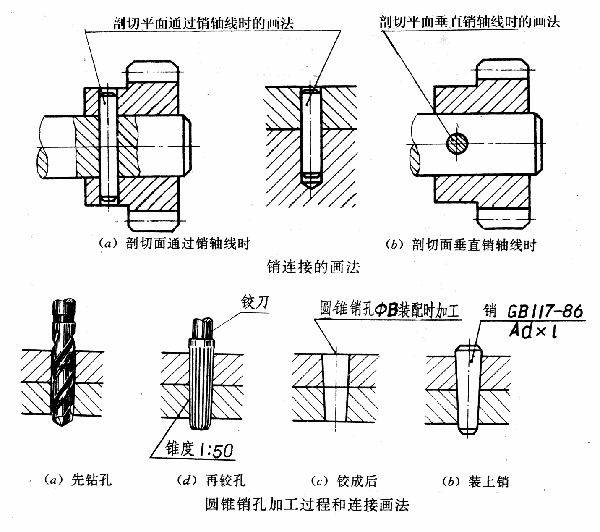
(1) Endeflaten til posisjoneringsbolten skal være litt høyere enn overflaten på delen. Etter at kjeglepinnen med skruehale er installert i den aktuelle delen, skal den store enden senkes ned i hullet.
(2) Etter at borestiften er kantet inn i de aktuelle delene, skal halen skilles med 60 ° 90 °
3. Liming
(1) De to sidene av nøkkelgangen til flatnøkkelen og den faste nøkkelen skal være jevnt i kontakt, og det skal ikke være noe avstand mellom paringsflatene deres.
(2) Etter at den klareringsmonterte nøkkelen (eller spline) er montert, skal det ikke være noen ujevn spenning når de relativt bevegelige delene beveger seg langs aksialretningen.
(3) Etter at kroknøkkelen og kilenøkkelen er satt sammen, skal kontaktområdet ikke være mindre enn 70% av arbeidsområdet, og ikke-kontaktdelen skal ikke konsentreres ett sted; lengden på den utsatte delen skal være 10% til 15% av skråningens lengde.
4. naglende
(1) Materialene og spesifikasjonene til naglingen må tilfredsstille designkravene, og behandlingen av nittehullene skal være i samsvar med de relevante standardene.
(2) Under naglingen må overflaten på de naglede delene ikke bli skadet eller deformert.
(3) Med mindre det er spesielle krav, skal det ikke være noen løshet etter nagling. Nittens hode må være i nær kontakt med delen som skal nagles og skal være glatt og rund.
5. Ekspansjonshylse-tilkobling
Matching av ekspansjonshylse: påfør fett på ekspansjonshylsen, sett ekspansjonshylsen i navets hull på enheten, juster monteringsposisjonen etter montering av installasjonsakselen, og stram deretter boltene. Strammingsrekkefølgen er avgrenset av spalten, og venstre og høyre krysssymmetri er strammet for å sikre at den nominelle dreiemomentverdien oppnås.
6. Stram tilkoblingen
Den koniske enden av settskruen og hullet skal være 90 °, og settskruen skal strammes til hullet.
四 、 Montering av rullende lagre
1. Før lageret er montert, må det ikke være skitt på lageret.
2. Påfør et lag med smøreolje på overflaten til de parrende delene når du monterer lageret. Den ikke-endelige delen av lageret skal vende innover, det vil si i retning av akselskulderen.
3. Bruk spesielle trykkverktøy når du monterer lagrene. Det er strengt forbudt å montere ved direkte å treffe. Størrelsen, retningen og plasseringen av tvangskraften når du setter inn lagrene, bør være passende. Beskyttelsesrammen eller de rullende elementene skal ikke være belastet og være jevn og symmetrisk. For å sikre at endeflaten er vinkelrett på aksen.
4. Endeoverflaten på lagerets indre ring skal generelt være nær akselskulderen (skaftklemmen). Etter at den ytre ringen til lageret er montert, skal kontakten mellom lagerdekselet i posisjoneringsenden og skiven eller den ytre ringen være jevn.
5. Etter at rullelageret er installert, skal rotasjonen av de relative bevegelige delene være fleksibel og lett. Hvis det er et fast fenomen, bør årsaken til problemet sjekkes og analyseres og behandles deretter.
6. I forbindelse med lagerinnretningen, hvis hullet eller akslingen passer for løs, bør toleransen kontrolleres; når det er for trangt, bør ikke brutal montering tvinges, og årsaken til problemet bør analyseres og behandles deretter.
7. Den aksiale avstanden til en-rads koniske rullelager, skyvevinkellager og toveis trykklager oppfyller tegningene og prosesskravene under montering
8. For lagre og overflater matchet med fett, bør passende fett injiseres etter montering. For lagre med driftstemperatur som ikke overstiger 65 ℃, kan ZG-5 fett brukes i henhold til GB491-65 "Kalsiumbasert fett"; for lagre med driftstemperatur høyere enn 65 ℃, kan den brukes i henhold til GB492-77 "Kalsiumbasert fett" ZN-2ZN-3 fett.
9. Temperaturoppgangen på vanlige lagre skal ikke overstige 35 ° C under normal drift, og maksimumstemperaturen under drift bør ikke overstige 70 ° C.
五 、 Montering av lineære lagre
1. Før montering skal fett påføres innsiden av lageret.
2. Når lageret trykkes inn i støtteunderlaget, bør et spesielt installasjonsverktøy brukes til å presse mot endeflaten på den ytre ringen, og det er ikke tillatt å banke lageret direkte for å unngå deformasjon.
3. Samarbeidet mellom lageret og støtten må oppfylle toleransekravene. For stram vil føre til at føringsakselen og lagerforstyrrelsen passer, noe som vil skade lageret; for løs vil forhindre at lageret blir festet i støtten.
4. Når du fører skaftet inn i lageret, må du forsiktig inn i midten. Hvis den er kantet i vinkel, vil ballene falle av og buret deformeres.
5. Når lageret er installert i støtteunderlaget, får det ikke rotere. Å tvinge rotasjonen vil skade lageret.
6. Det er ikke tillatt å stramme direkte skruen på lagerets ytre ring, ellers vil den deformere.
六 、 Montering av lineære føringer
Monteringsdelen av føringsskinnen må ikke være skitten, og monteringsflatens flathet må oppfylle kravene.
2. Når det er en referansekant på siden av føringsskinnen, skal den installeres nær referansekanten. Når det ikke er noen referansekant, skal glideskinnen til føringsskinnen være i samsvar med designkravene. Etter at festeskruene på føringsskinnen er strammet, bør skyveretning av glidebryteren kontrolleres for avvik, ellers Må justeres.
3. Hvis glidebryteren drives av et girbelte, etter at girremmen og glidebryteren er festet og strammet, må ikke girremmen skråstilles, ellers må remskiven justeres slik at kjøreretningen til girremmen er parallell med styreskinnen.



